ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ
ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ PE,PP,PVC
с ОПИЛКАМИ Cooked wood extrusion production line
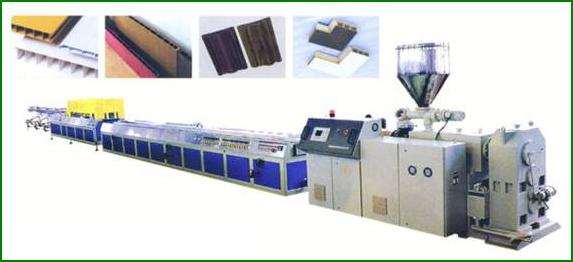 Благодаря
тому, что в данной экструзионной линии собраны воедино специально разработанный
шнек, подобран материал цилиндра, подобрана технология производства и
формирования, а также специальные вспомогательные машины для формования
материала, с помощью неё можно изготавливать различные деревянно-пластмассовые
профильные изделия из ПЭ, ПП или ПВХ. Производство является экологически
безопасным. Смешивая пластмассу с
отходами древесины в нужной пропорции с добавками можно с помощью высокой
температуры сделать дерево-пластмассовую смесь. Затем путём вытеснения делается
профиль, который может в дальнейшем использоваться для создания потолочных
панелей, панелей для упаковочной коробки, дверей и оконных рам, художественного
оформления полов, наружных изделий, и т.д.
Благодаря
тому, что в данной экструзионной линии собраны воедино специально разработанный
шнек, подобран материал цилиндра, подобрана технология производства и
формирования, а также специальные вспомогательные машины для формования
материала, с помощью неё можно изготавливать различные деревянно-пластмассовые
профильные изделия из ПЭ, ПП или ПВХ. Производство является экологически
безопасным. Смешивая пластмассу с
отходами древесины в нужной пропорции с добавками можно с помощью высокой
температуры сделать дерево-пластмассовую смесь. Затем путём вытеснения делается
профиль, который может в дальнейшем использоваться для создания потолочных
панелей, панелей для упаковочной коробки, дверей и оконных рам, художественного
оформления полов, наружных изделий, и т.д.
By applying specially designed screw, material cylinder, mold and
processing production technology and auxiliary machines for shaped material, it
may produce PE, PP or PVC wood-plastic different shaped products. It is a newly
developed environmental protection product. Mixing plastics, waste wood
according to certain proportion with some plastic processing additives,
wood-plastic compound material can be made, with high temperature, it may
extrude structure shaped material, which can be used for making supporting
plates, plates for packaging box, door & window frames, decoration floorings,
outdoor products, etc.?
Технические характеристики:
|
Модель |
SJZ180 |
SJZ240 |
SJZ300 |
|
Макс. Ширина профиля (мм) |
180 |
240 |
300 |
|
Конечная вспомогательная мощность(кВт) |
15 |
24 |
30 |
|
Охлаждение воды (м3/час) |
5 |
7 |
7 |
|
Давление сжатого
воздуха ( мПа.) |
0.6 |
0.6 |
0.6 |
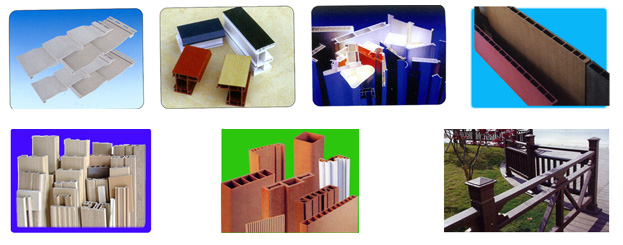
Дерево Пластиковая линия производства
дверного полотна. Китай

Продукты:
Коротко о производственной линии
Линия по выдавливанию моченного листа деревянных и пластмассовых дверей и окон
главным образом PVC и деревянными порошками производит общие деревянные щиты,
строительные пресс-формы, деревянные щиты для шкафов, щиты для окон и другие
деревянные и пластмассовые листы. Данная производственная линия может
планировать разнообразный удельный вес продуктов по профилям разных пластин и
разнообразному назначению пластин, употребляются специальные деревянные и
пластмассовые двухвинтовые выдавливатели разных стандартов и специальные для
дерева и пластмассы винтовые выдавливатели, и можно снабдить соответствующие
устанавливающие платформы вакуумом, тянущими устройствами, горизонтальные
резаками, платформы для приклейки плевы и другие вспомогательные оборудования.
Разные пресс-формы могут выпускать деревянные и пластмассовые листы разных
стандартов. По уникальной технике нашей компании, у тягача стабильная работа,
хорошая стабильность и большая тяга. Устанавливание вакуума удобно для
установки охлаждением, может удовлетворять требование производственной
особенности широких деревянных и пластмассовых листов. Со скоростью тяги листов
синхронизацию сохраняет установка для горизонтальной резки, у которой разумное
планирование, стабильное движение, установка для сбора пыли.

Цена Линии для производства дверного полотна из ДПК из ПВХ-
6.800.000=00 рублей с НДС.
Характеристики
Используемый
материал: ПВХ и древесная мука 80-120
условия
среды
|
место |
в помещении |
|
источник электропитания |
безопасное |
|
влажность |
≤95% |
|
температура |
0-35℃. |
условия
работы
|
источник питания |
3-фазное,380В.+10%,50 Гц. |
|
общая мощность |
220 кВт. |
|
охлаждающая вода |
≤ |
|
сжатый воздух |
|
Главное техническое устройство
материал: ПВХ и мука
1.Производительность:
|
экструдер |
материал |
производительность |
|
SJSZ-92×188 |
ПВХ+древесная мука+вс.вещество |
500-700 кг/час
Производительность в соответствии с различными материалами и условия работы могут иметь изменения. |
2. Скорость линии: 0,3…0,7 м/мин.
3. Высота центра:1100 мм.
4. Направление работы: слева направо.
Компания оставляем за
собой право на улучшение характеристик.
Состав
линии:
|
No. |
оборудование |
кол-во |
|
1 |
автоматический загрузчик |
1комплект |
|
2 |
SJSZ-92 конический двухшнековый
экструдер |
1шт. |
|
3 |
Вакуумное калибрующее устройство |
1 комплект |
|
4 |
Тянущее устройство |
1шт. |
|
5 |
Отрезное оборудование |
1 комплект |
|
6 |
Укладчик |
1шт. |
|
7 |
Шкаф пульт управления |
1 комплект |
Подробное описание по линии.
Автоматический загрузчик.
|
способ загрузки |
пружинный и спиральный |
|
мощность мотора |
1.5 кВт. |
Экструдер.
|
модель |
SJSZ-92/188 |
|
шнек |
ПВХ специальный шнек |
|
диаметр |
|
|
скорость вращения |
1-38.2 м/мин. |
|
Азотирование по технологии Германии,
глубина азотации 0.5-0.7мм., твердость(HV)740-940, шероховатость поверхности Ra≤0.8
мкм. |
|
|
Охлаждение шнека использует охлаждающую
систему циркуляционного масла внутри шнека, способ нагрева внутри
шнека-масло. |
|
|
материал 38CrMoAIA, биметалл технология. |
|
|
цилиндр |
|
|
тип |
конический двухшнековый |
|
внутренний диаметр |
|
|
материал 38CrMoAIA, биметалл технология. |
|
|
Азотирование по технологии Германии,
глубина азотации 0.5-0.7мм., твердость(HV)более 940, шероховатость внутренний стенки
Ra≤1.6мкм. |
|
|
зона управления нагрева |
5 зон |
|
мощность нагрева |
50 кВт. |
|
система охлаждения |
вентилятор |
|
мощность охлаждающего вентилятора |
370 Вт × 3 |
|
использует термопары для измерения
температуры |
|
|
вакуумный
насос для дегазации |
|
|
модель |
SZ-1 |
|
объем насоса |
1.2 m2/мин.*750 мм. |
|
способ индикации вакуума |
вакуумный счетчик автоматически |
|
мотор |
3 кВт. |
|
Питательный
бункер |
|
|
модель |
дозирующий |
|
материал |
Нержавеющая сталь полировка |
|
питательный мотор |
переменный ток 2.2 кВт. |
|
редуктор |
|
|
отношение скорости |
1:43.22 |
|
Тип зубьев |
наклонная |
|
Материал зубьев |
20CrMnTi |
|
термообработка поверхности зубьев |
Закалка HRC54-62 |
|
упорный подшипник |
высокое качество |
|
система смазки |
система смазки под давлением |
|
способ охлаждения редуктора и распределителя |
вода |
|
способ обработки |
зубошлифование |
|
оси сделаны |
40Cr |
|
структура
каркаса |
|
|
структура |
Сварная из швеллера и листа |
|
материал |
Q235 |
|
Приводной
мотор |
|
|
способ |
мотор постоянного тока |
|
мощность |
110 КВТ. |
|
регулятор |
Тайвань |
|
Экструдер и часть подачи сырья можно
синхронно регулировать, можно и отдельно, Экструдер с двумя видами автоматического
защитного устройства. |
|
|
|
|
|
|
|
|
Вакуумный калибровочный стол
|
модель |
вакуумное орошение воды и охлаждение |
|
размеры калибровщика |
|
|
материал |
стальной сваренный профиль |
|
способ охлаждения |
вода |
|
система флангового движения |
Вручную |
|
вакуумный насос |
7,5 кВт. 2,11 кВт. X 2 |
|
водяной насос (циркуляция вихревых токов) |
5,5 кВт. |
|
способ водоотвода вакуумного насоса |
Комплектная система сепарации воды и
воздуха |
|
способ индикации вакуума |
прибор автоматически показывает |
|
эффективная ширина калибровочной фильеры |
|
|
система водоснабжения имеется система
фильтрации |
|
|
метод различения цвета выключателя воды и воздуха
:вода - синий, воздух - красный |
|
|
каркас/рельс |
|
|
тип |
вперед/назад система движения |
|
структура |
Сварная - швеллер, лист. |
|
метод движения вперед/назад |
зубчатый мотор приводит |
|
мотор |
1,1 кВт. |
Тянущее
устройство
|
ширина резинного блока |
|
|
общая длина резинного блока |
|
|
мотор и редуктор |
11 КВТ. |
|
ход верхней тянущей полки |
Макс |
|
эффективная длина прижима |
|
|
метод поднятия |
пневматически |
|
метод регулирования скорости |
частотное регулирование скорости |
Автоматическое
отрезное оборудование
|
тип |
диск из сплава |
|
метод резки |
Пневматическая резка |
|
программное управление |
Компьютерная панель PLC. |
|
мощность резки |
2.2 КВТ. |
|
высота центра |
|
|
метод зажатия профиля |
пневматический агрегат |
|
В комплекте с рекуператором |
|
Укладчик
|
метод подачи сырья |
автоматически |
|
мощность приводного мотора |
0.55 КВТ. |
|
метод движения материала |
конвейер |
|
диаметр вращающего стального ролика |
Ф60 мм.X5 |
Эл. управление
|
контактор, короткозамыкатель -
''Siemens'' электроприбор инвертор - ''Siemens'' кнопка/индикаторная лампа - Франция TE компания температурный регулятор - Япония OMRON |
Линия для производства дверного профиля из
ДПК


Цена 2.878.000 рублей с НДС.

Перечень оборудования
|
No. |
оборудование |
Кол-во |
|
1 |
автоматический загрузчик |
1
комплект |
|
2 |
SJSZ-65\132 Конический
двухшнековый экструдер |
11шт. |
|
3 |
Вакуумный
калибровщик |
1
комплект |
|
4 |
Тянущее
и отрезное устройство |
1шт. |
|
5 |
укладчик |
1шт. |
|
6 |
эл. управление |
1
комплект |
Подробное описание по линии.
Автоматический
загрузчик.
|
метод подачи сырья |
пружинный и спиральный |
|
мощность мотора |
1.5 кВт. |
Экструдер.
|
модель |
SJSZ-65/132 |
|
шнек |
ПВХ специальный шнек |
|
диаметр |
|
|
скорость вращения |
1-38.2м/мин. |
|
Азотирование и термообработка, Азотирование
по технике германии, глубина Азотации 0.5- |
|
|
Охлаждение шнека использует охлаждающую
систему циркуляционного масла внутри шнека, способ нагрева внутри шнека-масло. |
|
|
материал 38CrMoAIA,биметалл технология. |
|
|
цилиндр |
|
|
тип |
конический двухшнековый |
|
внутренний диаметр |
|
|
материал 38CrMoAIA,биметалл технология. |
|
|
Азотирование и термообработка, Азотирование
по технике Германии, глубина азотации 0.5- |
|
|
зона управления нагрева |
4 зоны |
|
мощность нагрева |
24 КВТ. |
|
система охлаждения |
воздухом |
|
мощность охлаждающего вентилятора |
250W×3 |
|
термопары измеряют температуру |
|
|
вакуумный
насос для дегазации |
|
|
модель |
SZ-1 |
|
объем насоса |
1.2 м2/мин.*750 мм. |
|
способ индикации вакуума |
вакуумный счетчик автоматически показывет |
|
мотор |
2.2 кВт.*4электрод |
|
Питательный
бункер |
|
|
модель |
дозирующий |
|
материал |
Нержавеющая сталь полировка |
|
питательный мотор |
переменный ток 1.1 кВт. |
|
редуктор |
|
|
отношение скорости |
1:43.22 |
|
Тип зубьев |
наклонная |
|
Материал зубьев |
20CrMnTi |
|
термообработка поверхности зубьев |
закалка |
|
упорный подшипник |
высокое качество |
|
система смазки |
система смазки давления |
|
твердость наклонной зубьев |
HRC54-62 |
|
способ охлаждения редуктора и распределителя |
вода |
|
способ обработки |
зубошлифование |
|
способ улучшения зубьев |
способ улучшения зубьев |
|
ось изготовлена из 40Cr |
|
|
структура
каркаса |
|
|
структура |
швеллерную сталь и листовую сталь |
|
материал |
Q235 |
|
Приводной
мотор |
|
|
метод |
переменный ток мотор |
|
мощность |
37 КВТ. |
|
инвертор |
используем частотный регулятор ''FULIN'' |
|
Экструдер и часть подачи сырья можно
синхронно регулировать, но можно и отдельно, И еще экструдер с двумя видами
автоматического защитного устройства. |
|
|
1.перегрузка по току, то автоматически
останавливает машину. |
|
|
2. фотоэлектрическое автоматическое
устройство смещения шнека |
|
Вакуумный
калибровочный стол
|
модель |
вакуумное орошение воды и охлаждение |
|
размеры калибровщика |
|
|
материал |
профильной сталью сварка |
|
способ охлаждения |
вода |
|
система флангового движения |
вручную |
|
вакуумный насос |
5.5 кВт.X4 |
|
водяной насос(циркуляция вихревых токов) |
3 КВТ. |
|
каркас/рельс |
|
|
модель |
вперед/назад система движения |
|
структура |
сварка швеллерной листовой сталью. |
|
метод движения вперед/назад |
зубчатый мотор приводит |
|
мотор |
1.1 КВТ. |
Тянущее
устройство
|
тягач |
|
|
тип |
гусеничный |
|
скорость тяги |
Макс 3.5 м/мин. |
|
мотор и редуктор |
3 КВТ. |
|
ход верхний тянущей полки |
макс |
|
эффективная длина прижима |
|
|
метод поднятия |
пневматически |
|
комплектен ламинатор в двух сторонах и сушилка. |
|
|
автоматическое
отрезное оборудование |
|
|
тип |
диск |
|
метод резки |
пневматически резать |
|
программное управление |
PLC компьютерное управление |
|
мощность резки |
2.2 КВТ. |
|
высота центра |
|
|
метод зажатия профиля |
пневматический агрегат |
|
комплектен рекуператор |
|
Укладчик
|
тип |
наклонный |
|
структура |
сварка квадратной сталью, угловой сталью и
листовой сталью. |
|
одностороннее наклонение |
фотоэлектрический выключатель управляет |
|
метод укладки |
пневматически |
|
длина определенная |
|
Эл. управления система
|
контактор,
короткозамыкатель-''Siemens'' электроприбор инвертор-''Siemens'' кнопка/индикаторная лампа-Франция TE компания температурный регулятор-Япония OMRON |
Линия
для производства профиля из ДПК
Цена 2.324.000 рублей с НДС.
Состав линии.
|
No. |
оборудование |
Кол-во |
|
1 |
автоматический загрузчик |
1
комплект |
|
2 |
SJSZ51\105конический двухшнековый экструдер |
1шт. |
|
3 |
Вакуумный калибровочное устройство |
1
комплект |
|
4 |
тянущее и отрезное оборудование |
1шт. |
|
5 |
укладчик |
1шт. |
|
6 |
Эл. управление система |
1
комплект |
Подробное описание по линии
Автоматический загрузчик
|
способ загрузки |
пружинный и спиральный |
|
мощность мотора |
1.5 кВт. |
Экструдер
|
модель |
SJSZ-51/105 |
|
шнек |
ПВХ специальный шнек |
|
диаметр |
|
|
скорость вращения |
1-38.2м/мин. |
|
Азотирование и термообработка, Азотирование
по технике германии, глубина азотации 0.5- |
|
|
материал 38CrMoAIA,биметалл технология. |
|
|
цилиндр |
|
|
тип |
Конический, двухшнековый |
|
внутренний диаметр |
|
|
материал 38CrMoAIA,биметалл технология. |
|
|
Азотирование и термообработка, азотирование
по технике Германии, глубина азотации 0.5- |
|
|
зона управления нагрева |
4 зоны |
|
мощность нагрева |
18 КВТ. |
|
система охлаждения |
воздухом |
|
мощность охлаждающего вентилятора |
180 Вт.×3 |
|
использует термопары для измерения температуру |
|
|
вакуумный
насос для дегазации |
|
|
модель |
SZ-1 |
|
объем насоса |
1.2 m2/мин.*750 мм. |
|
способ индикации вакуума |
вакуумный счетчик автоматически показывает |
|
мотор |
1.5 кВт. |
|
Питательный
бункер |
|
|
модель |
дозирующий |
|
материал |
Нержавеющая сталь полировка |
|
питательный мотор |
переменный ток 1,1 кВт. |
|
редуктор |
|
|
отношение скорости |
1:43.22 |
|
Тип зубьев |
наклонная |
|
Материал зубьев |
20CrMnTi |
|
термообработка поверхности зубьев |
закалка |
|
упорный подшипник |
высокое качество |
|
система смазки |
система смазки давления |
|
твердость наклонной зубьев |
HRC54-62 |
|
способ охлаждения редуктора и распределителя |
вода |
|
способ обработки |
зубошлифование |
|
способ улучшения зубьев |
способ улучшения зубьев |
|
ось изготовлена 40Cr материалом |
|
|
структура
каркаса |
|
|
структура |
Сварка швеллерную сталь и листовую |
|
материал |
Q235 |
|
Приводной
мотор |
|
|
метод |
переменный ток мотор |
|
мощность |
22 КВТ. |
|
инвертор |
используем частотный регулятор ''FULIN'' |
|
Экструдер и часть подачи сырья можно
синхронно регулировать, но можно и отдельно, И еще экструдер с двумя видами
автоматического защитного устройства. |
|
|
1. перегрузка по току, то автоматически
останавливает машину. |
|
|
2. фотоэлектрическое автоматическое
устройство смещения шнека |
|
Вакуумный калибровочный стол
|
тип |
вакуумное орошение воды и охлаждение |
|
размеры калибровщика |
|
|
материал |
профильной сталью сварка |
|
способ охлаждения |
вода |
|
система флангового движения |
вручную |
|
вакуумный насос |
5.5 кВт.X2 |
|
водяной насос(циркуляция вихревых токов) |
1.5 КВТ. |
|
каркас/рельс |
|
|
тип |
вперед/назад система движения |
|
структура |
сварка швеллерной листовой сталью. |
|
метод движения вперед/назад |
зубчатый мотор приводит |
|
мотор |
4 электрод*1.1 КВТ. |
Тянущее и
отрезное устройство
|
тип |
гусеничный |
|
скорость тяги |
макс 3.6 м/мин. |
|
мотор и редуктор |
3 КВТ. |
|
ход верхний тянущей полки |
макс |
|
эффективная длина прижима |
|
|
метод поднятия |
пневматически |
|
В комплекте ламинатор с обеих сторон и сушилка |
|
|
автоматическое
отрезное оборудование |
|
|
тип |
диск отрезной |
|
метод резки |
пневматически |
|
программное управление |
PLC управлять |
|
мощность резки |
2.2 КВТ. |
|
высота центра |
|
|
метод зажатия профиля |
пневматическая машина |
|
В комплекте рекуператор |
|
Укладчик
|
тип |
наклонный |
|
структура |
сварка квадратной сталью, угловой сталью и листовой сталью. |
|
одностороннее наклонение |
фотоэлектрический выключатель управляет |
|
метод укладки |
пневматически |
|
длина определенная |
|
Эл.управления система
|
контактор, короткозамыкатель
-''Siemens'' электроприбор инвертор -''Siemens'' кнопка/индикаторная лампа-Франция TE компания температурный регулятор-Япония OMRON |
Установка горячего тиснения для дверного полотна.
Цена 2.368.000 рублей с НДС. (Цена при поставке отдельно, в составе линии гораздо
дешевле)
|
макс ширина тиснения |
|
|
толщина тиснения |
3~50 мм. |
|
скорость тиснения |
0~10м/мин. |
|
мощность передачи |
1.4 кВт.×2(в профиль)6 кВт. |
|
мощность передачи |
2.2 кВт. |
|
общая мощность |
15 кВт. |
Установка горячего тиснения профиля
Цена 1.835.000 рублей с НДС. (Цена
при поставке отдельно, в составе линии гораздо дешевле)
|
макс ширина тиснения |
10~200 мм. |
|
толщина тиснения |
3~50 мм. |
|
скорость тиснения |
2~10 м/мин. |
|
мощность передачи |
3 кВт.(плоскость) 1.4 кВт.×6 (кривая поверхность) |
|
мощность передачи |
2.2 кВт. |
|
общая мощность |
14 кВт. |
SHR-500/1000 миксер
Цена 1.381.000 рублей с НДС. (Цена
при поставке отдельно, в составе линии гораздо дешевле)
|
общий объем |
500/ |
|
эффективный объем |
350/ |
|
время смешивания |
6- 10 мин/котёл |
|
кол-во лопасти смещения |
3 шт. |
|
метод нагрева |
Автоматически трение и получится тепло, Внешне соединить с источником тепла нагревать. |
|
давление сжатого воздуха выпуска материала |
0.35-0.45 мПа. |
|
мощность эл.двигателя |
55/75/15 КВТ. |
SWP-560
дробилка
Цена 600.000 рублей с НДС. (Цена при поставке отдельно, в составе линии гораздо
дешевле)
|
габариты |
2000 x 1500 x |
|
ножи на машине |
370 x 100 x 25 мм. |
|
Вращающий резачок |
перекрёстный тип 6шт. |
|
Неподвижный резачок |
4шт. |
|
диаметр вращения |
Ø500
мм. |
|
отверстие сита |
Ø 10
мм.-- Ø 16 мм. |
|
диаметр отверстия входа материала |
760 x 350
мм. |
|
скорость вращения |
380 об./мин. |
|
производительность |
600-700 кг/час. |
|
комплектовочная мощность |
22 КВТ. |
|
модель подшипника |
3620 (2комплекта) |
Фильера (выбирает покупатель)
|
характеристики |
кол-во(комплект) |
|
|
1 шт. Цена ???=00 рублей с НДС. |
|
850
мм.дверное полотно |
1 |
|
|
1 |
|
|
1 |
|
|
1 |
|
|
1 |
|
|
1 |
|
край дверного полотна (выпуск двух штук) |
1 |
|
Штапик (выпуск двух штук) |
1 |
|
крышка для двери (выпуск двух штук) |
1 |
Деревообрабатывающее оборудование.
Шлифовальная машина 1300
технические
параметры:
|
ширина обработки |
|
|
полка |
непарный |
|
ширина панели шлифовки |
40- |
|
толщина панели шлифовки |
2.5- |
|
скорость шлифовальной ленты |
19.5 м/с |
|
скорость конвейера |
7-30 м/мин. |
|
размеры шлифовальной ленты |
1330*2200 мм. |
|
общая мощность мотора |
63.74 кВт. |
|
рабочее давление воздух |
0.4-0.8 мПа. |
|
расход сжатого воздуха |
|
|
необходимая скорость воздуха в среднем пылесосе |
25-30 м/с |
|
габариты |
2170*2600*2200 мм. |
|
масса |
примерно 4000кг. |
RMD-60
двухголовочный фрезерный станок
технические
параметры и особенность
|
характеристики и модель |
RMD-6020(6025\6030) |
|
ширина обработки (мм.) |
250-2000(250-2500,250-3000) |
наружный диаметр ножа( мм.)
|
левая пазовая пила |
Ø125- Ø 200 |
|
правая пазовая пила |
Φ125-Φ200 |
|
левая отрезная пила |
Φ250-Φ300 |
|
правая отрезная пила |
Φ250-Φ300 |
|
левый фрезер |
Φ140-Φ160 |
|
правый фрезер |
Φ140-Φ160 |
внутренний диаметр режущего инструмента( мм.)
|
левая пазовая пила |
Φ25.4-Φ30 |
|
правая пазовая пила |
Φ25.4-Φ30 |
|
левая отрезная пила |
Φ25.4-Φ40 |
|
правая отрезная пила |
Φ25.4-Φ40 |
|
левый фрезер |
Φ40 |
|
правый фрезер |
Φ40 |
длина
монтёрского ножа( мм.)
|
левый фрезер |
95 |
|
правый фрезер |
95 |
мощность моторов( КВТ.)
|
левая пазовая пила |
2.2 КВТ. |
|
правая пазовая пила |
2.2 КВТ. |
|
левая отрезная пила |
3 КВТ. |
|
правая отрезная пила |
3 КВТ. |
|
левый фрезер |
|
|
правый фрезер |
3 КВТ.(можно увеличить 5.5 КВТ.) |
|
подача сырья |
2.2 КВТ. (можно увеличить до 3 КВТ.) |
|
поднять и подать |
1.1 КВТ. |
установленная мощность( КВТ.) 24.7 КВТ.
скорость входа материала(м\мин.)4.25-17
скорость вращения оси ножа(об\мин.)
|
левый фрезер |
7500 |
|
правый фрезер |
7500 |
наружный диаметр трубы для удаления опилок( мм.) Φ110
габариты(дXшXв)( мм.)4700(5200、5700)X3100X1660
ширина гусеницы до
масса станка(T) 4.0(4.1、4.2)
Форматно-раскроечный
станок.
|
максимальная длина резки |
3000
мм. |
|
степень наклонения пилы |
0-45° |
|
Диаметр главного оси пилы |
30
мм. |
|
Диаметр главного полотенца |
300/350 /400 мм. |
|
скорость вращения главного оси пилы |
4000/5600 об\мин |
|
Мощность мотора |
5.5
КВТ. |
|
подача сырья |
2.2 КВТ.(можно увеличить до 3 КВТ.) |
|
поднять и подать |
1.1 КВТ. |
Станок для фрезеровки замков.
|
длина резака |
|
|
глубина резака |
|
|
ширина резака |
|
|
высота поднятие и падения работы |
|
|
скорость вращения главного оси |
10000 об/мин |
|
мощность |
380/0.55/1.1/1.1/ кВт. |
CNC Лазерная гравировальная машина.
|
Размеры
обработки (X、 Y、Z рейс) |
|
|
полный станок |
Квадратная сталь с толщиной стенки большой. Через метод конечных
элементов анализировать и проектировать сделать. |
|
рабочий стол |
присасывание с помощью вакуума |
|
мотор главного оси |
охлаждение ветром 4.5 КВТ. |
|
скорость вращения главного оси |
6000——24000 об/мин. |
|
Приводной мотор |
Китай JIE MEI KANG шаговый мотор |
|
двигатель |
переменный шаговый двигатель LEI SAI |
|
скорость работы |
1м/мин.---35м/мин. |
|
размеры ножа |
Ø3.175 мм.---Ø12.7 мм. |
|
Поддержка программы |
Type3/Artcam/Ucancam/Caxa/Mastercam/UG/JD |
|
Направляющий рельс |
X、Y、Z прямолинейный прямоугольный рельс Тайвань |
|
система передачи |
двухфланцевый мотор зубчатная рейка приводит |
|
точность обработки |
± |
|
масса |
Примерно |
|
габариты |
|
обслуживание
после продажи:
1.Срок гарантии один год.
5. Возможно, направлять инженеров к
покупателю на монтаж и наладку оборудования.
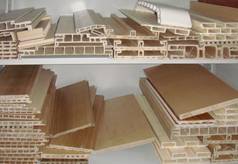
Паркетной,
половой доски производственная линия.
Продукты:
Передовые технологии,
разработанных пластина экструзионной линии в основном используется для производства
древесины и пластмассы пластины пола, толщина листа можно сделать 5-15мм, листы
шириной 100-
Это оборудование
производственной линии, различные запасные части, которые использовали
продукцию всемирно известных брендов, в сочетании с нашей компанией на
пластинке много лет производство технологического оборудования и опыт, чтобы
сделать ее более надежной и полной. Его производство продукции гладкая
поверхность, стойкие к коррозии, огонь, вода, изоляция и сильные, и многие
другие преимущества.
Группа компаний полимерного машиностроения
ООО
“ПОЛИМЕРМАШ ГРУПП”
Генеральный
директор
Тел./факс (812) 304-38-96
Сот.тел. +7 921 903-30-25
