|
|
||
|
Другое выпускаемое оборудование |
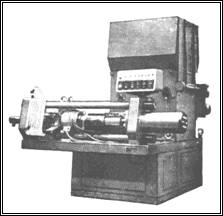
Линия для таблетирования волокнистых
пресс-материалов типа АГ-4В и волокнита ЛТСВ-50-35/100 инд.591.750
Предназначена
для изготовления таблеток из пресс-материалов типа АГ-4В и волокнита. Привод узла
прессования – гидравлический. Температура
матрицы, регулируемая – до 110оС Разновес
таблеток, в % - ± 2,5 Охлаждение
узла прессования и гидроагрегата – водяное. Расход воды
,м3/ч – 1,8 Код ТН ВЭД –
846291 (2007год) Выписка из паспорта 4.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ. 4. 1.
Описание технологического процесса таблетирования. Пресс материал АГ-4В или У2-301-07
загружается с помощью загрузчика в приемный бункер механизма распушки
брикета. С помощью барабана раздирки материал распушивается на группы волокон
и сбрасывается с помощью сбивающих
лопаток на транспортер. Транспортер и механизм подачи загружает
материал в матрицу узла прессования. После загрузки материала в матрицу
включается гидравлический пресс и начинается прессование материала. Прессование осуществляется следующим
образом: пуансоном материал подается в зону нагрева, где он нагревается до
60-80°С, а затем продавливается черев одно- или многогнездную фильеру в
формующие таблетки полости шибера. После определенной выдержки с помощью
гидроцилиндра шибер скользя по направляющим , выдвигается и отрезает заданный
объем спрессованного материала. Гидроцилиндр выталкивателя, против штока
которого остановился шибер , выталкивает таблетки из гнезд шибера в тару. После возвращения шибера в исходное
положение, описанный выше процесс
таблетирования повторяется. Таблетирование может осуществляться как на
ручном, так и на автоматическом режимах 4.2. Краткое
описание конструкции линии. Линия состоит
из следующих основных узлов: механизма распушки брикета; транспортера;
механизма подачи материала, узла прессования материала; гидроагрегата; шкафа
контроля и управления. 4.2.1.
Механизм распушки брикета состоит ив сварного барабана, на поверхности
которого укреплены зубья сбивающих
лопаток. Барабан распушки производится во вращение с помощью мотор-редуктора
и цепной передачи. Сбивающие лопатки приводятся во вращение с
помощью цепной передачи от звездочки вала барабана через электромагнитную
муфту, которая служит для регулирования подачи материала на транспортер. 4.2.2.
Транспортер состоит из 2-х шнеков, редуктора и электродвигателя 4.2.3.
Механизм подачи материала состоит из 2-х групп подвижных и 2-х групп
неподвижных зубчатых пластин. Подвижные пластины расположены между
неподвижными. Подвижные пластины получают колебательное
движение от эксцентриковых валиков, причем каждая точка их зубчатого рабочего
профиля движется по эллипсу. Эксцентриковые валики приводятся в движение
от электродвигателя через клиноременную передачу, электромагнитную муфту и
редуктор. С помощью электромагнитной муфты осуществляется включение и
выключение механизма подачи. 4.2.4. Узел
прессования состоит из матрицы, обогреваемой электронагревателей, прессующего
пуансона, шибера с одной или несколькими дозирующими полостями и
выталкивателя. Пуансон, шибер и выталкиватель
приводятся в движение с помощью гидроцилиндров. Управление работой
гидроцилиндров осуществляется с помощью 3-х гидро-распределителей. 4.2.5.
Станина представляет собой сварную безрамную конструкцию. На верхней
плоскости станины монтируются описанные выше узлы агрегата, а также , пульт
управления агрегатом. Внутри станины установлен узел смазки. Группа
компаний полимерного машиностроения ООО “ПОЛИМЕРМАШ ГРУПП” Генеральный директор Тел./факс (812) 304-38-96 Сот.тел. +7 921 903-30-25 |
|